

 English
English  Esperanto
Esperanto Afrikaans
Afrikaans Català
Català שפה עברית
שפה עברית Cymraeg
Cymraeg- Galego
 Latviešu
Latviešu icelandic
icelandic ייִדיש
ייִדיש беларускі
беларускі Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ភាសាខ្មែរ
ភាសាខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Тоҷикӣ
Тоҷикӣ O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra Հայերեն
Հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba অসমীয়া
অসমীয়া ଓଡିଆ
ଓଡିଆ Español
Español Português
Português русский
русский Français
Français 日本語
日本語 Deutsch
Deutsch tiếng Việt
tiếng Việt Italiano
Italiano Nederlands
Nederlands ภาษาไทย
ภาษาไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা ভাষার
বাংলা ভাষার Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türkçe
Türkçe Gaeilge
Gaeilge العربية
العربية Indonesia
Indonesia Norsk
Norsk تمل
تمل český
český ελληνικά
ελληνικά український
український Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақша
Қазақша Euskal
Euskal Azərbaycan
Azərbaycan Slovenský jazyk
Slovenský jazyk Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Srpski језик
Srpski језик

Casa
>
Produtos > Máquina para facer bloques QGM
> Máquina de bloques da serie ZN
>
Máquina de bloques de formigón ZN1000C
Produtos






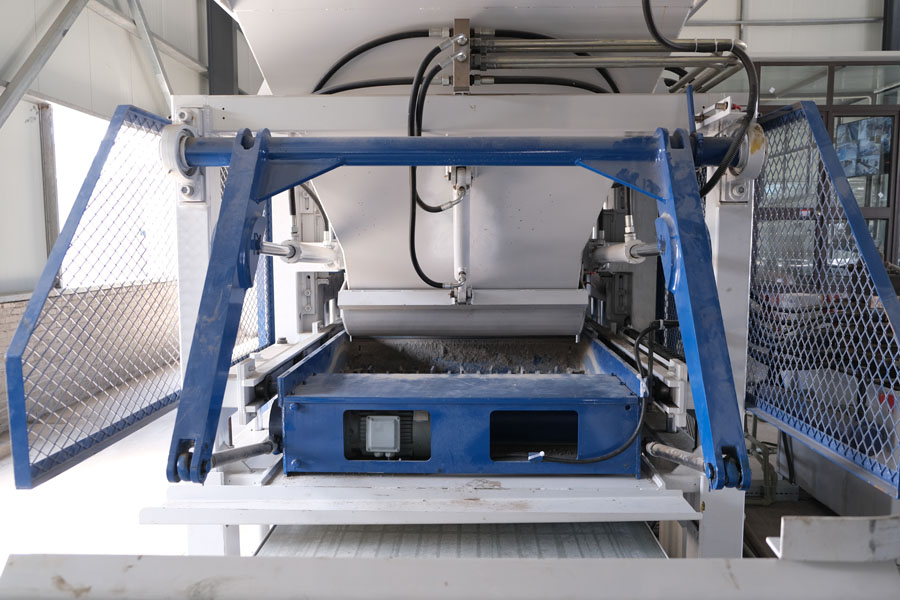
Máquina de bloques de formigón ZN1000C
Podes estar seguro de comprar a máquina de bloques de formigón ZN1000C na nosa fábrica. Liña de produción automática de bloques ZN1000C co sistema de control central, o cliente é capaz de garantir a calidade dos bloques e o servizo de acordo cos estándares e requisitos de diferentes proxectos. Podería producir uns 800 m2 de adoquíns de calidade ao día (8 horas) que poden mellorar a súa competitividade no sector.
Enviar consulta
Descrición do produto
Podes estar seguro de comprar a máquina de bloques de formigón ZN1000C na nosa fábrica. A máquina de bloques ZN1000C está fabricada en China, seguindo estrictamente a tecnoloxía e a artesanía alemás, utilizando tecnoloxía alemá e é a tecnoloxía de máquinas de bloques líder no mundo. A tecnoloxía alemá é coñecida polo seu rigor e sinxeleza, e presta máis atención ao rendemento xeral, á eficiencia e á calidade da máquina. As características das máquinas de bloques de formigón ZN1000C son un rendemento máis estable, unha maior eficiencia de produción e unha taxa de fallo máis baixa. En termos de rendemento, eficiencia, aforro de enerxía, protección ambiental e outros aspectos, está moi por diante doutras máquinas de bloques do mercado.
Principais características da tecnoloxía
1) Control de tecnoloxía de conversión de frecuencia
Reduce a corrente de arranque do motor e o control da función de arranque suave, prolonga a vida útil do motor. O oscilador principal da máquina de bloques de formigón ZN1000C adopta o modo de espera de baixa frecuencia e o funcionamento de alta frecuencia, o que mellora a velocidade de operación e a calidade do produto. Reducir os danos mecánicos, accesorios e motor, prolongar a vida útil do motor e mecánico. O convertidor de frecuencia aforra un 20%-40% de enerxía que o convertidor tradicional.

2) Alemaña Sistema de control PLC Siemens, pantalla táctil Siemens, Alemaña
Fácil operación, baixa relación de fallos, estabilidade de funcionamento da máquina de bloques de formigón ZN1000C e alta fiabilidade. Use a tecnoloxía de Internet industrial máis avanzada, realice a resolución de problemas e mantemento remotos. PLC e pantalla táctil usan a Internet PROFINET xuntos, conveniente para o diagnóstico do sistema e a expansión WEB. Consiga diagnóstico de problemas e sistema de alarma constantemente, cómodo para o mantemento e a resolución de problemas da máquina. PLC executando datos para a súa conservación permanente.
3) Sistema de vibración
A mesa de vibración consta dunha mesa dinámica e unha mesa estática. Cando comeza a vibración, a mesa dinámica vibra, a mesa estática permanece estática. A estrutura está deseñada para garantir a amplitude da táboa de vibración, para garantir a alta calidade dos produtos de formigón. Mesa vibratoria con acero HARDOX. Modo de vibración: usando a vibración da mesa de vibración + vibración do molde superior; instalación de motor de vibración dispositivo de amortiguación de vibracións e dispositivo de refrixeración por aire.
4) Sistema de alimentación
O motor utiliza motores SEW, que controlan dous eixes de mestura. O cadro de alimentación, a placa inferior e a lámina de mestura están feitas de aceiro HARDOX de alta resistencia, a localización da placa inferior pódese axustar. O sistema de alimentación ten un dispositivo de selado para evitar fugas. A porta da porta de descarga está controlada polo motor SEW.

5) Estación hidráulica
As bombas hidráulicas e as válvulas hidráulicas adoptan marcas internacionais. O tubo usa "Conexión de brida, instalación e mantemento cómodos. Punto de detección de presión multipunto, detección conveniente. Función dixital de alarma de temperatura e bloqueo. Conexión de motor e bomba, conexión de brida, boa coaxial. Válvula proporcional dinámica e bomba de potencia constante, regulación de velocidade, regulación de tensión, aforro de enerxía.

Datos técnicos
| Máx. Área de Formación | 1.100 x 820 mm |
| Altura do produto acabado | 20-300 mm |
| Ciclo de moldeado | 15-25 segundos |
| Forza emocionante | 80 KN |
| Tamaño de paleta | 1.200*870*(12-45)mm |
| Número de bloque de formación | 390*190*190mm (10 bloques/molde) |
| Mesa vibratoria | 2*7,5 kW |
| Vibración superior | 2*0,55 kW |
| Sistema de control eléctrico | SIEMENS |
| Peso total | 42,25 kW |
| Dimensión da máquina | 12T |
Capacidade de produción
| Tipo de bloque | Saída | Bloque ZN1000C Máquina de Facer |
240 * 115 * 53 mm |
Número de bloques formados (bloque/molde) | 50 |
| Metro cúbico/hora (m3/hora) | 13-18 | |
| Metro cúbico/día (m3/8 horas) | 1005-1400 | |
| Número de ladrillos (bloques/m3) | 683 | |
390*190*190 mm |
Número de bloques formados (bloque/molde) | 9 |
| Metro cúbico/hora (m3/hora) | 22,8-30,4 | |
| Metro cúbico/día (m3/8 horas) | 182,5-243,3 | |
| Número de ladrillos (bloques/m3) | 71 | |
400*400*80 mm |
Número de bloques formados (bloque/molde) | 3 |
| Metro cúbico/hora (m3/hora) | 69,1-86,4 | |
| Metro cúbico/día (m3/8 horas) | 553-691.2 | |
| Número de ladrillos (bloques/m3) | 432-540 | |
245 * 185 * 75 mm |
Número de bloques formados (bloque/molde) | 15 |
| Metro cúbico/hora (m3/hora) | 97,5-121,5 | |
| Metro cúbico/día (m3/8 horas) | 777.6-972 | |
| Número de ladrillos (bloques/m3) | 2160-2700 | |
250*250*60 mm |
Número de bloques formados (bloque/molde) | 8 |
| Metro cúbico/hora (m3/hora) | 72-90 | |
| Metro cúbico/día (m3/8 horas) | 576-720 | |
| Número de ladrillos (bloques/m3) | 1152-1440 | |
225*112,5*60 |
Número de bloques formados (bloque/molde) | 25 |
| Metro cúbico/hora (m3/hora) | 91.1-113.9 | |
| Metro cúbico/día (m3/8 horas) | 728.9-911.2 | |
| Número de ladrillos (bloques/m3) | 3600-4500 | |
200*100*60 |
Número de bloques formados (bloque/molde) | 36 |
| Metro cúbico/hora (m3/hora) | 103,7-129,6 | |
| Metro cúbico/día (m3/8 horas) | 829.4-1036.8 | |
| Número de ladrillos (bloques/m3) | 5184-6480 | |
200*200*60 |
Número de bloques formados (bloque/molde) | 4 |
| Metro cúbico/hora (m3/hora) | 72-90 | |
| Metro cúbico/día (m3/8 horas) | 576-720 | |
| Número de ladrillos (bloques/m3) | 576-720 |
Hot Tags: Máquina de bloques de formigón ZN1000C, China, Fabricante, Provedor, Fábrica, Personalizada, Calidade, Avanzado, CE
Categoría Relacionada
Enviar consulta
Non dubide en facer a súa consulta no seguinte formulario. Responderémosche en 24 horas.
Produtos relacionados








X
Usamos cookies para ofrecerche unha mellor experiencia de navegación, analizar o tráfico do sitio e personalizar o contido. Ao usar este sitio, aceptas o noso uso de cookies.
Política de privacidade